
The Head Saw
The head saw reduces logs to boards, planks or cants, and the resaws, which break down the thick stock, cut by the head saw into lesser thickness, comprise the mills sawing equipment. The head saw in the early days was a slabbing saw; then replaced by a circular saw or a combination of circular and band saws.
The most frequently encountered head saw in mills whose production averaged less than 30,000 board feet a day, was the circular saw. It consisted of a husk or saw frame; a saw arbor to which the saw blade was bolted; a driving pulley on the arbor; saw guide and board spreader. It was usually driven by belting. There were variations of the circular mills. The double circular mill used a second saw, arbor mounted above and slightly forward of the main arbor, with the saws placed in line. This method allowed larger logs to be sawn with the use of smaller diameter and gauge of saws which reduced the width of the kerf and resulting waste. The top saw revolved in the opposite direction of the lower, so as not to throw sawdust into the following saws cut.
The introduction of the band mill revolutionized the industry. Combined with the steam-feed, daily production could approach and surpass the 100,000 board feet a day mark. Depending upon the available timber and the machinery within the mill; production could exceed one million board feet a day.
The band mill could either be single-cutting with teeth on one edge of the blade or double-cutting with teeth on both edges. The great majority of mills were single-cutting because of the complexity of handling and sharpening the double-cutting band, and the cost of the additional machinery necessary for a double-cutting mill.
The band mill was basically two wheels, their diameter depending upon the owner's needs and the timber to be cut. The Prescott catalogue lists band mills with 6 foot to 11 foot wheel diameters. The mill included an adjustable guide to allow for different sizes of logs. The upper wheel is moved to adjust for different lengths of bands within a specific range and maintain the correct tension. The lower wheel was stationary and powered. Along with this, the installation included a table with live-rolls to carry away the sawn lumber. The band mill could be purchased as right or left hand cutting, depending upon the owner's preference, and a double band saw mill usually included one right and one left hand head saw.
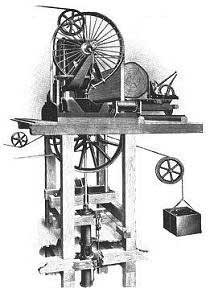
Installation Of A Band Saw Mill
(Prescott-Menomiee)
The operation of the head saw was controlled by the sawyer. He controlled the speed and direction of feed and decided the cuts to be made; signaling his intentions to the setter riding the carriage. In many ways, the sawyer's ability determined the quality and efficiency of the mill's production. He was a valuable man and it was not unknown for one company to “raid” another for a good sawyer.
Another advantage of the band mill, other than the speed, was the width of the cut. A circular saw cut a kerf ranging from 1/4 to 5/16 of an inch wide, depending upon the diameter of the saw; while band saws remove only 1/8 to 3/16 of an inch. This difference could add up to one or more boards produced from a log. As one veteran sawyer stated, “Sawdust is the most expensive product of the mill. It is costly to produce; but brings little or nothing in return.”
The earliest form of head saw probably was a variation of the sash saw. A saw blade was fastened in a frame and as the log moved forward, the saw removed a slab, then the carriage was returned, the log turned, and another slab removed. Further improvements placed two saws, adjustable in width in the frame, and both sides of the log were slabbed simultaneously. The log then moved to a resaw; usually a gang saw. Another use of the slabbing saw was to cut the cants into smaller sizes, lessening the size of the resaws. A number of these mills have used water power but the vast majority were steam.